
Дом без единой опечатки
Применение аддитивных технологий, то есть 3D-печати, стало в последнее время одной из наиболее актуальных тенденций в строительстве
Как печатают дом
Печать осуществляется из обычных строительных материалов: это пескобетон, геополимерный бетон, гипс, сложные строительные органо-неорганические смеси. Быстротвердеющая бетонная смесь с различными добавками подается с помощью экструдера через сопло. Процесс напоминает выдавливание зубной пасты из тюбика. Вертикальная конструкция формируется послойно: каждый последующий слой наносится поверх предыдущего, в результате нижние слои уплотняются и растет их способность выдерживать больший вес. Для повышения прочности конструкции производится ее армирование, оно может быть и горизонтальным, и вертикальным.
Обычно при строительстве зданий принтер печатает «корочки» внешних стен, так называемую несъемную опалубку (другой термин «технология контурной печати быстротвердеющим бетоном»). То есть печатают не весь объем несущей стены, а наружную и внутреннюю ее части толщиной от 3 до 5 см, образовавшуюся полость заливают наполнителем. Внутренние же перегородки можно печатать в один слой.
Какие бывают принтеры
В мире разработаны и продвигаются на рынок три типа принтеров.
Принтер с портальной системой позиционирования представляет собой раму, по которой движется печатающее устройство (экструдер). Такой принтер производит печать объектов внутри системы перемещения, что приводит к увеличению габаритов принтера для масштабных строительных объектов.
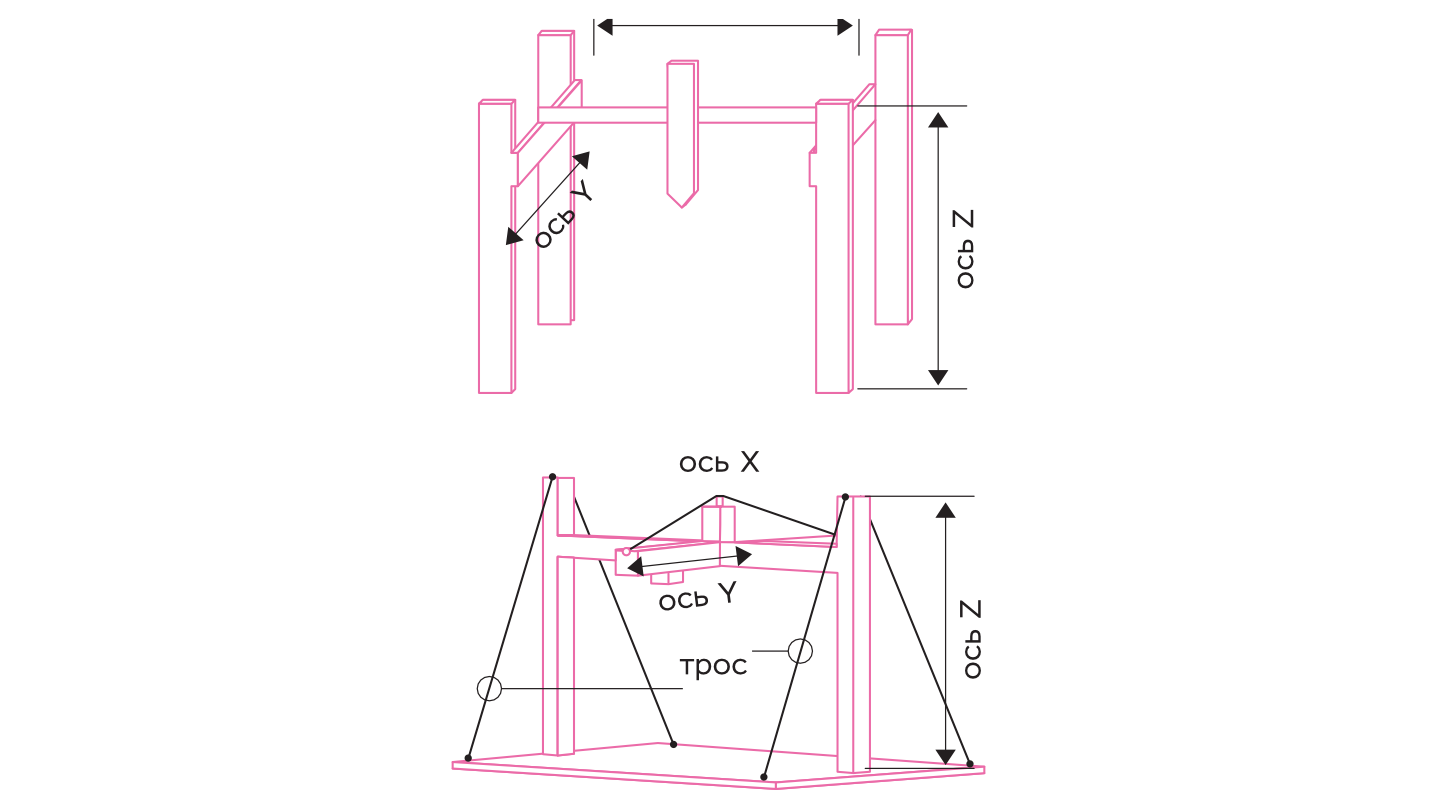
Конструктивные схемы портальных 3D-принтеров с четырехопорной (а) и двухопорной (б) системой перемещения
Робот-манипулятор перемещает экструдер при помощи «роботизированной руки», что позволяет устанавливать принтер как снаружи, так и внутри печатного объекта. Характеризуется небольшими габаритами и весом, позволяющими достигать высокой мобильности принтера.
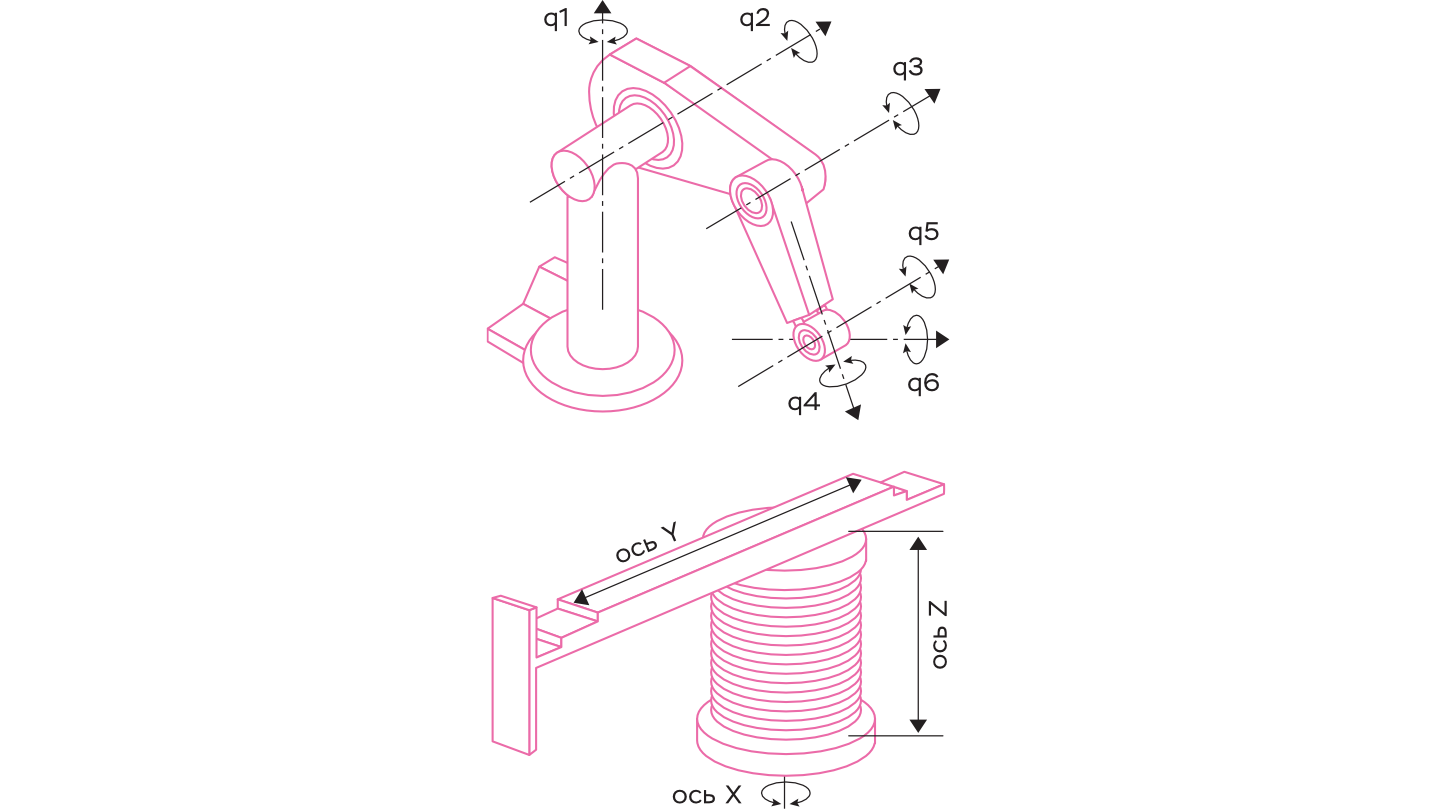
Конструктивные схемы роботов-манипуляторов: а) 6-осевой робот, б) 3-осевой робот
Кабельная подвесная система (дельта-принтер) осуществляет трехмерное перемещение печатающей головки с помощью специальных тросс-кабелей внутри внешней рамы. Это определяет возможность печати высоких объектов, но с очень ограниченной площадью.
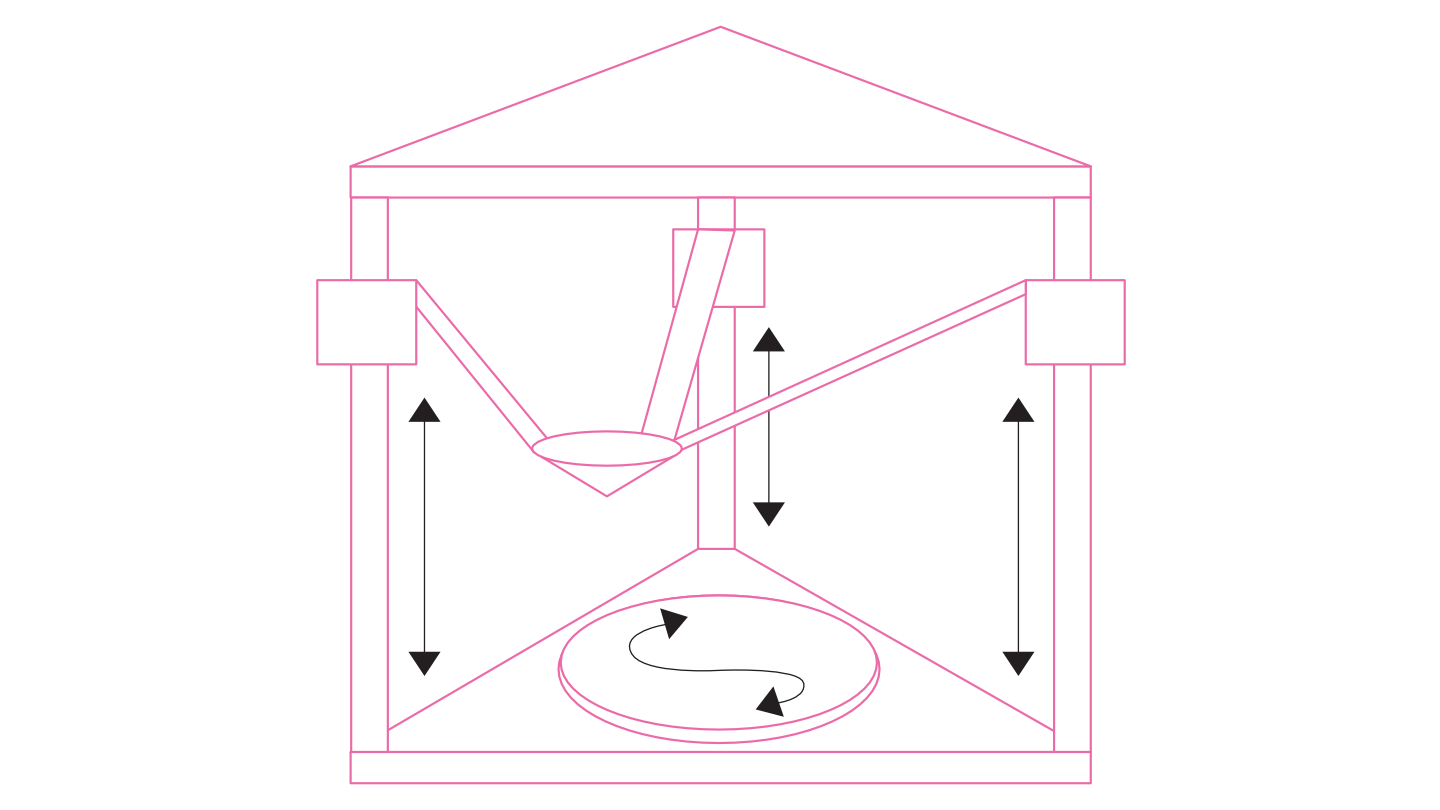
Конструктивная схема кабельной подвесной системы (дельта-принтер)
У всех видов принтеров есть как достоинства, так и недостатки, соотношение которых и определяет их конкурентоспособность.
Пока в нашей стране проводились опытно-промышленные испытательные работы в строительстве одноэтажных зданий (5–7 случаев) и в малых архитектурных формах (до 100 ед. надгробий, бульварных скамеек, декоративных беседок и т. п.). По состоянию на декабрь 2022 года в России в разной стадии реализации находится шесть проектов 3D-печати в жилищном строительстве. О самом продвинутом рассказал СМИ заместитель министра строительства РФ Александр Ломакин. Он сообщил, что в селе Айша Зеленодольского района Татарстана первыми в России начали строить целый комплекс жилых домов с помощью 3D-печати.
Удивительно, но в России не замечен ни один импортный принтер, все машины отечественного производства. За период 2015–2022 годов малыми сериями строительные принтеры производили три компании: ООО «Апис Кор», ООО «Спецавиа» и ООО АМТ; разработки осуществляли «Аркон Констракшн», «Бум 3D-принтер», «Парк 3D», «Смартбилд» и др. Появились специализированные инжиниринговые компании, например, ООО «3Д-Строй» (Казань), «3Д Стройдизайн» (Воронеж), ООО «Хабаровск 3Д» (Хабаровск). ООО «Фирма “Вефт”» (Королев) производит смеси для печати малых форм, ООО «3Д Арт» (Москва) оказывает услуги по запуску 3D-производства.
Проблемы 3D-печати
Существует целый спектр проблем 3D-печати в строительстве — правовых, нормативных, архитектурных, эксплуатационных, страховых. Наиболее сложными видятся физико-химические.
Во-первых, во многом неясны требования к реологическим свойствам цементного раствора, подаваемого через сопло. Они должны быть более или менее стабильными в процессе многочасовой работы, несмотря на изменения температуры и влажности. Это актуально для регионов с континентальным климатом, когда температура на стройплощадке может меняться с перепадами до 40оС. Запатентовано порядка 100 сложных составов цементной смеси, в том числе строительно-архитектурными вузами Москвы, Казани, Воронежа, Белгорода, Калининграда.
Одним из действенных приемов управления реологическими свойствами растворов для аддитивной технологии представляется введение суперпластификаторов, обладающих поверхностной активностью на границе твердое тело—жидкость. Переход от связнодисперсной системы к свободнодисперсной под действием пластификатора необходим для перекачки рабочего раствора из питающего бункера к рабочему соплу и последующей экструзии. В этом аспекте цементные растворы («гибридные полидисперсные многофазные системы жидкость—твердое») обязаны обладать специфическим свойством коагуляционных структур — тиксотропией, то есть после снятия технологической нагрузки за малое время должна восстанавливаться структура, что обеспечивает рост пластической прочности.
Во-вторых, важным параметром является адгезия между слоями раствора. Отличительными особенностями 3D-печати является отсутствие как арматурных выпусков, так и виброуплотнения уложенных слоев. Поэтому обеспечение сцепления формуемых слоев бетонной смеси является актуальным (и во многом нерешенным) вопросом. Некоторые исследователи предлагают делать технологические паузы для схватывания перед нанесением свежего экструдата и даже делать укрепляющие прослойки, в том числе металлическими сетками и гелеобразными полимерными препаратами.
Незастывший раствор подвержен опасности порывов ветра, поскольку строящиеся дома обладают существенной парусностью. В этом смысле важно понимание упругих свойств раствора и пределов сдвиговой деформации.
При печати в высоком темпе новые слои давят на еще не отвердевшие низшие слои, что приводит к деформации типа «растекание» и стена получается оплывшей книзу. В условиях интенсивного воздействия воды и значительных суточных перепадов температур напечатанные материалы имеют склонность к растрескиванию.
В технологии формования стен методом 3D-печати существует также риск образования «холодных» швов между слоями, связанных с наличием временных интервалов в процессе печати. А согласно нормативным требованиям при производстве бетонных работ, каждый следующий слой необходимо укладывать до начала схватывания в предыдущем слое. Если же перерыв превысил время начала схватывания в уложенном слое (бетон потерял способность к тиксотропному разжижению), необходимо устроить рабочий шов.
Печать на открытом воздухе опасна из-за солнечного УФ-излучения, которое меняется в течение светового дня. Кто загорал на курортах, легко вспомнит, как он или соседи обгорали на солнце, причем эффект зависел от пола, расы и личных особенностей. Для многофазных цементных смесей с добавками сложных органических соединений опасны процессы, с одной стороны, ускоренной УФ-полимеризации, с другой — радиационно-химической деструкции с большим разбросом суммарных эффектов.
Не изучены приемы кондиционирования строительства в открытой среде, например, с помощью тендов и ширм, тепловых и холодильных пушек, увлажнителей и осушителей рабочей зоны — чтобы хоть отчасти сгладить воздействие внешних факторов.
Наконец, мало изучен физико-химический механизм воздухововлечения во время экструзии, которое влияет на пористость и, следовательно, прочность результативного материала. При выходе из экструдера на срезе сопла в материале происходит сброс давления, и цементное тесто «вздыхает», набирая окружающий воздух в поверхностные слои. Поскольку виброуплотнения нет, то при отвердевании в приповерхностных зонах бетона образуется избыточная пористость, которая не может не приводить к механическому ослаблению.
В результате многочисленных НИР, проведенных в 2015–2022 годах, частично изучены поверхностно активные модификаторы на основе оксифенолальдегидных олигомеров, обладающие высокой адсорбционной способностью на полимерных (поливинилацетат) и минеральных (мел, кварц, глинозем, цемент) частицах, выявлены некоторые закономерности влияния адсорбционного модифицирования на реологические, электроповерхностные и другие свойства полимер-минеральных дисперсий, выполнен анализ структурообразования с момента зарождения коагуляционной полимер-цементной структуры до твердой конденсационно-кристаллизационной структуры. В общем плане эффективны многокомпонентные смеси (цемент, песок, полимер, модификатор, фиброволокно и т. п.) с учетом синергетического эффекта. Есть первые попытки математического моделирования для расчета рациональной области дозировок, что позволило реализовать полупромышленные испытания патентозащищенных составов в 3D-печати мелкозернистых полимерцементных фибробетонов. Очерчены критерии требуемых реолого-технологических свойств: предельное статическое напряжение сдвига ?0ст=30–40 Па, предельное динамическое напряжение сдвига ?0дин=5–8 Па; пластическая прочность Рm=1,2–1,5 кПа; адгезия до 2 МПа между слоями; регулируемый срок схватывания от 10 до 60 мин; ударная прочность порядка 1 кДж/м2 (одни сутки); низкое водопоглощение 6–9%; прочность на сжатие около 20 МПа, модуль упругости 20–50 ГПа.
Заключение
Внедрение аддитивных технологий сулит снижение сроков и стоимости строительства, снижение металлоемкости монолитных конструкций, создает возможность оптимизации площадей возводимых зданий за счет гибкости в выборе объемно-планировочных решений. Формируется новая ниша производства передовых материалов на основе высокомодифицированных строительных смесей гидратационного твердения.
Но, как отметила в своей диссертации «Базальтофибробетон для 3D-печати на основе композиционного вяжущего» Елена Шорстова, несмотря на широкое применение аддитивных технологий, их развитие в строительстве пока на стадии становления. 3D-печать диктует к составам смесей жесткие требования, в основе которых обеспечение вязкости, нормированные сроки твердения, высокая адгезия между слоями, обеспечение устойчивости формы готового изделия. Сейчас оборудование для 3D-аддитивных технологий в строительстве намного опережает применяемые составы смесей. Для внедрения полномасштабного автоматизированного строительства в технологии 3D-печати необходима разработка многокомпонентных смесей, основанная на современных подходах к регулированию свойств бетонов за счет точного выбора природного и техногенного минерального сырья, а также органических добавок.
С ней согласна Светлана Шаталова: «Строительная 3D-печать еще не вошла в широкую практику строительства и в ряде сфер пока не способна заменить традиционные технологии». По мнению госпожи Шаталовой, основными проблемами строительной печати является необходимость быстрой фиксации структуры и обретения достаточной несущей способности. Важным требованием является также способность твердеть в неблагоприятных условиях стройплощадки, в частности, в условиях быстрого обезвоживания.
Источник: www.kommersant.ru